The roof cover is an important part of the beverage packaging and the first place where consumers come into contact with the product. Bottle caps have the ability to keep the contents of the product airtight, and also have the functions of anti-theft opening and safety. Therefore, they are widely used in bottled products. Therefore, the bottle cap is the upstream industry of the beverage industry and a key product for beverage container packaging. Since bottle caps are an important part of the beverage packaging industry, strong changes in downstream consumer market demand will directly affect the market demand for bottle caps. The booming development of the beverage industry requires higher product packaging requirements, and consequently The requirements for bottle cap products are getting higher and higher. And bottle cap products occupy a key position in the beverage packaging industry, so our company has formulated the following visual inspection schemes for roof cap inspection:
General condition of the system
The overall equipment includes a turntable type cap sorting machine and inspection equipment. The normal conveying inspection speed is 500-600 pieces per minute. The inspection equipment is equipped with 12 sets of high-pixel industrial camera systems to perform a full range of defect inspections on the appearance of the roof cover. The whole machine can be independent It is arranged at the customer's site and can be equipped with production line equipment such as dust removal and disinfection according to the specific production needs of the customer's site.
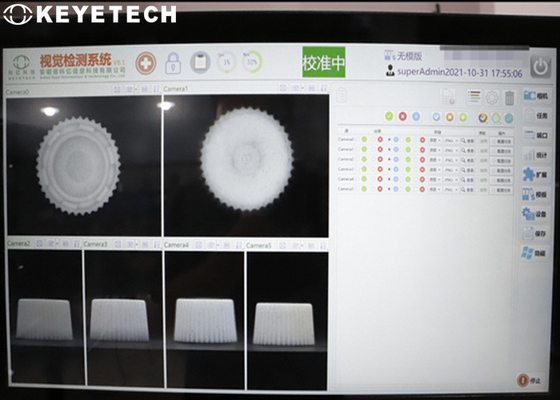
After the system is sampled, the image processing software is compared with the standardized model to analyze the characteristics of the products, and then the good and bad products are judged. The defective products are detected online and automatically eliminated. 10) Within the range. The software will open the sample comparison standard, and the customer's on-site operator can control the comparison accuracy and choose the accuracy standard most suitable for their own production conditions to control the defect rate. It has the characteristics of fast and accurate detection and simple and easy-to-use operation.
| System parameters |
|
Dimension
|
L4250×W1750×H1950mm
|
Voltage
|
220V 20A 50HZ |
|
Power
|
5.0kw |
Air
|
0.5~0.8MPa clean air without oil
|
|
Temperature
|
-20℃ ~ 60℃ |
humidity
|
Less than 50%
|
Inspection Details
| Model |
Number of camera
|
Inspection scope
|
Inspection content
|
Detection precision
|
Accuracy
|
Capacity |
|
KVIS-
CC12
|
1 set |
Concave surface
|
Black spot (color different)
|
≥0.2mm |
99% |
500-600
Per mins
|
| 1 set |
Ring of the concave
|
Black spot (color different)
|
≥0.2mm |
99% |
|
Injection incomplete
|
≥0.3mm |
99% |
| 1 set |
Top area
|
Black spot (color different)
|
≥0.2mm |
99% |
| 1 set |
Ring of the Top
|
Black spot (color different)
|
≥0.2mm |
99% |
|
Injection incomplete
|
≥0.3mm |
99% |
| 4 set |
Side area
|
Wrong combination |
≥0.5mm |
99% |
| 4 set |
Side area
|
Black spot (color different)
|
≥0.2mm |
99% |
|
Component incomplete
|
- |
100% |
In actual testing, due to the critical fluctuation state of certain testing item data affecting the judgment, it will cause a certain probability of product misdetection, which can be adjusted through the parameter setting of the system software to achieve the actual effect.
Black spots, stains, hair, and impurities (different colors) will be analyzed and processed according to the black spot detection index. The contrast difference between the gray values of this item must be greater than 40, which can be effectively detected. If the sample has transparent oil stains or light black spots, and the gray value contrast difference value is low (below 40), the detection effect cannot be achieved.
Due to the complex structure features of the product, in actual inspection applications, there will be a certain blind area (such as the area under the thread) in the overlapping area of the structure of the planar lens imaging, and the image collection cannot be within the range of the blind area, so effective detection cannot be performed.
Inspection case reference:
All the following patterns are taken in real time in the existing Ke ye inspection system. Since the images presented by some defect features in the inspection system are very similar, the pictures will not be repeated. The details are as follows:
Black spot (color different)

Black spot (color different)
Black spot (color different)

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!